1、汽车模具零部件
汽车模具零部件主要代表产品为氮气弹簧、冲头/凹模、固定座、滑动与导向零件、斜楔机构等。
(1)氮气弹簧
氮气弹簧的工艺流程介绍如下:
产品特性:
包括多功能氮气弹簧、高性能法兰、多头管路系统、氮气推杆、气路控制系统、接头等组件,产品如下图:
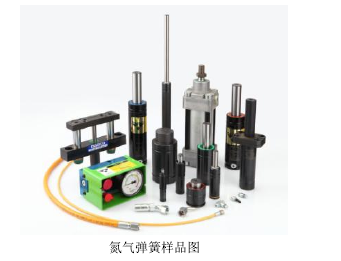
①采用优质特殊钢及严格的热处理方式: 含优质碳素结构钢、工具钢,并且采用特定热处理方式。
②精密加工及定制装配: 经数控车削、精密研磨、数控铣削等加工工序后,再对表面加四氧化三铁保护膜,可提高工件外观和工件使用寿命,并且内部通过客户定制要求进行测试和安装,满足冲压及各种使用场所的应用。
生产工艺流程:

氮气弹簧生产工艺流程图
主要生产工艺流程说明:
系统设计:根据客户的使用功能与模具工艺需求,进行弹压力系统的管路设计。
原材料领用:根据系统设计结果,选定合适的生产方案,领用生产所需要的原材料和组装所需要的氮气弹簧组件。
法兰卡簧压配:依据设计,制作法兰与卡簧,其中法兰上的配合槽公差控制在0.05毫米。然后,使用专用工具,对法兰、卡簧与氮气弹簧缸体进行组装和定位,以确保氮气弹簧缸体使用时稳固安全。
管线气路接头定制配管:依据管路系统设计结果,选配合适管线与接头规格,使用专用工具进行管路系统压制整合,并进行高压检验测试,以保证其密封性。
高压充气:根据模具弹压力要求,对氮气弹簧缸体进行高压氮气充入,一般需要使用专用增压泵加压到150bar/180bar,保证氮气弹簧使用时的弹力均衡,并同时兼顾安全性,公司会使用并联式加压法,对同一副模具中的氮气弹簧同时进行等压充气。
检测调试:使用特定检测设备,对弹压力以及管路系统的密封性进行检测,确保完全符合高压要求。
(2)冲头/凹模冲头/凹模的工艺流程介绍如下:
参考观研天下发布《2018-2023年中国汽车模具行业发展现状分析与投资商机分析预测报告》
产品特性:
包括标准冲头、凹模、导位冲头、定位凹模等组件,产品如下图:
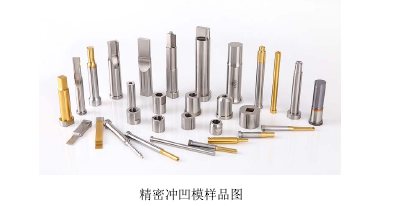
①采用优质特殊钢:含冷作模具钢,高速工具钢,粉末高速钢,代表材料有SKD11,SKH51,ASP23等。
②超精密加工:经数控车铣削, 精密研磨, 放电与线割等加工工序后, 如再经镜面抛光加工,可提高刃口粗糙度和工件使用寿命,满足高速冲压和批量多次往复使用的需要。
生产工艺流程:
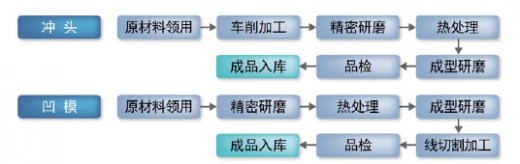
精密冲凹模生产工艺流程图
主要生产工艺流程说明:
精密研磨:冲头刃口尺寸控制在0.002毫米,粗糙度Ra0.4微米以内。
热处理工艺:冲头与凹模的硬度要求通常为58-65HRC,一般通过真空焠火及多次回火达到最终硬度,该热处理核心技术必须累积多年经验才会有良好的质量控制能力。
线切割加工:线切割加工主要有慢走丝和快走丝、中走丝之分。通过钼丝或铜丝通电放出电脉冲来腐蚀金属处理,达到工件样式或精度的目的。
(3)固定座
固定座的工艺流程介绍如下:
产品特性:
固定座在模具中主要为固定冲头或者凹模,主要由固定座、垫片、销钉等产品配合使用。产品如下图:

固定座样品图
超精密加工:经数控铣削, 精密研磨等加工工序后, 如再经绗磨加工,可提高内孔配合的粗糙度和精度要求,并且通过数控加工保证削孔与冲头孔孔距在0.01毫米以内,满足模具加工和安装冲头和凹模的需求。
生产工艺流程:

固定座生产工艺流程图
主要生产工艺流程说明
:铣削加工:加工中心主要通过数控程序来控制铣削加工,通过专业治具进行加工,保证孔距公差和端面垂直度。
热处理工艺:固定座的硬度要求通常为50~55HRC,一般通过真空焠火及多次回火达到最终硬度,该热处理核心技术必须累积多年经验才会有良好的质量控制能力。
成型研磨:固定座上的孔对孔距离控制在正负0.01毫米,垂直度控制在0.01毫米。
(4)滑动与导向零件
滑动与导向零件主要包括导柱、导套和钢珠套及导板系列,产品样品图如下图。

滑动与导向零件样品图
产品性能:
①精密配合公差。滑动与导向零件在模具中有定位作用,两者之间配合使用。
相对导柱外径直线度,圆度及圆柱度等几何公差要求达到0.003毫米以内。使用高精度的圆筒磨床,提高导柱的外径精度,更好符合高精度模具使用;②高耐久性。滑动与导向零件是模具使用最频繁的部分之一,这就对产品本身的使用耐久性有很高的要求,现产品使用材料为轴承钢加上表面高周波设备,高周波深度单边有3毫米左右加大导柱套的耐久性,对于刚性导柱套加滚珠来减小磨损,加大耐久性;③规格齐全。可以加工所有标准或非标准定制,并且配合导套可以使用铜合金加石墨等。
生产工艺流程:
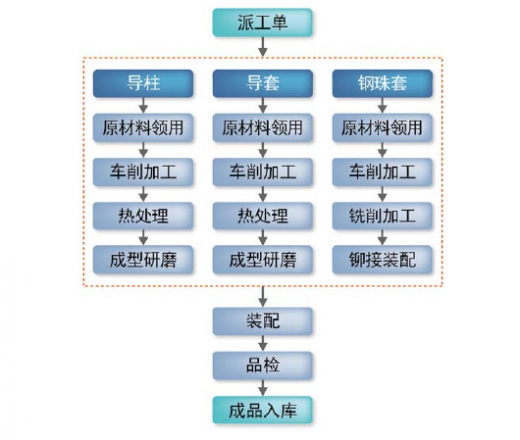
滑动与导向零件生产工艺流程图
(5)斜楔机构
斜楔机构:斜楔机构包含滑座、滑动块、驱动块、自润滑导板、强制限位块等部件,产品样品图如下:

斜楔机构样品图
产品特性:
斜楔机构在汽车模具中实现侧向冲切的作用,组合件主体采用铸件可以减少成本,铸件好的塑形可以达到减震效果,满足使用要求;斜楔机构为滑动组件,在使用中需保证有更好的滑动性,故滑动接触面都为铜镶石墨,并保证石墨接触面积达到80%左右,以保证最佳的滑动性。
生产工艺流程:
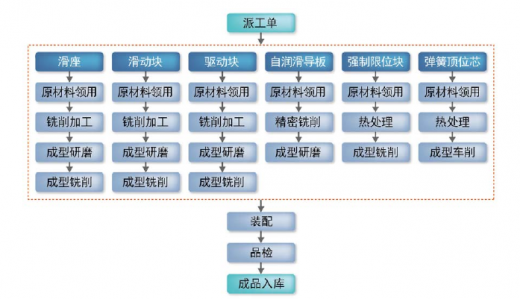
斜楔机构生产工艺流程图
主要生产工艺说明:
铣削加工:数控铣削加工分粗铣削和精铣削加工,目的为精加工去材料余量,粗加工去余量一般都在热处理前完成。
热处理:工艺目的在于让金属材料的组织趋向稳定合理并提高硬度,保证其耐磨性与韧性等,通过真空炉或者箱式炉对模具钢工件进行热处理加工。
成型研磨:成型研磨一般为热处理后的精加工,研磨有外径研磨,内径研磨,成型研磨等,模具零部件通过各种方式研磨来达成形状、尺寸精度控制,及保证公差、粗糙度等要求。
成型铣削:成型铣削一般为热处理后的精铣削加工,目的主要为精加工尺寸到位。
汽车模具零部件主要代表产品为氮气弹簧、冲头/凹模、固定座、滑动与导向零件、斜楔机构等。
(1)氮气弹簧
氮气弹簧的工艺流程介绍如下:
产品特性:
包括多功能氮气弹簧、高性能法兰、多头管路系统、氮气推杆、气路控制系统、接头等组件,产品如下图:

①采用优质特殊钢及严格的热处理方式: 含优质碳素结构钢、工具钢,并且采用特定热处理方式。
②精密加工及定制装配: 经数控车削、精密研磨、数控铣削等加工工序后,再对表面加四氧化三铁保护膜,可提高工件外观和工件使用寿命,并且内部通过客户定制要求进行测试和安装,满足冲压及各种使用场所的应用。
生产工艺流程:

氮气弹簧生产工艺流程图
主要生产工艺流程说明:
系统设计:根据客户的使用功能与模具工艺需求,进行弹压力系统的管路设计。
原材料领用:根据系统设计结果,选定合适的生产方案,领用生产所需要的原材料和组装所需要的氮气弹簧组件。
法兰卡簧压配:依据设计,制作法兰与卡簧,其中法兰上的配合槽公差控制在0.05毫米。然后,使用专用工具,对法兰、卡簧与氮气弹簧缸体进行组装和定位,以确保氮气弹簧缸体使用时稳固安全。
管线气路接头定制配管:依据管路系统设计结果,选配合适管线与接头规格,使用专用工具进行管路系统压制整合,并进行高压检验测试,以保证其密封性。
高压充气:根据模具弹压力要求,对氮气弹簧缸体进行高压氮气充入,一般需要使用专用增压泵加压到150bar/180bar,保证氮气弹簧使用时的弹力均衡,并同时兼顾安全性,公司会使用并联式加压法,对同一副模具中的氮气弹簧同时进行等压充气。
检测调试:使用特定检测设备,对弹压力以及管路系统的密封性进行检测,确保完全符合高压要求。
(2)冲头/凹模冲头/凹模的工艺流程介绍如下:
参考观研天下发布《2018-2023年中国汽车模具行业发展现状分析与投资商机分析预测报告》
产品特性:
包括标准冲头、凹模、导位冲头、定位凹模等组件,产品如下图:

①采用优质特殊钢:含冷作模具钢,高速工具钢,粉末高速钢,代表材料有SKD11,SKH51,ASP23等。
②超精密加工:经数控车铣削, 精密研磨, 放电与线割等加工工序后, 如再经镜面抛光加工,可提高刃口粗糙度和工件使用寿命,满足高速冲压和批量多次往复使用的需要。
生产工艺流程:

精密冲凹模生产工艺流程图
主要生产工艺流程说明:
精密研磨:冲头刃口尺寸控制在0.002毫米,粗糙度Ra0.4微米以内。
热处理工艺:冲头与凹模的硬度要求通常为58-65HRC,一般通过真空焠火及多次回火达到最终硬度,该热处理核心技术必须累积多年经验才会有良好的质量控制能力。
线切割加工:线切割加工主要有慢走丝和快走丝、中走丝之分。通过钼丝或铜丝通电放出电脉冲来腐蚀金属处理,达到工件样式或精度的目的。
(3)固定座
固定座的工艺流程介绍如下:
产品特性:
固定座在模具中主要为固定冲头或者凹模,主要由固定座、垫片、销钉等产品配合使用。产品如下图:

固定座样品图
超精密加工:经数控铣削, 精密研磨等加工工序后, 如再经绗磨加工,可提高内孔配合的粗糙度和精度要求,并且通过数控加工保证削孔与冲头孔孔距在0.01毫米以内,满足模具加工和安装冲头和凹模的需求。
生产工艺流程:

固定座生产工艺流程图
主要生产工艺流程说明
:铣削加工:加工中心主要通过数控程序来控制铣削加工,通过专业治具进行加工,保证孔距公差和端面垂直度。
热处理工艺:固定座的硬度要求通常为50~55HRC,一般通过真空焠火及多次回火达到最终硬度,该热处理核心技术必须累积多年经验才会有良好的质量控制能力。
成型研磨:固定座上的孔对孔距离控制在正负0.01毫米,垂直度控制在0.01毫米。
(4)滑动与导向零件
滑动与导向零件主要包括导柱、导套和钢珠套及导板系列,产品样品图如下图。

滑动与导向零件样品图
产品性能:
①精密配合公差。滑动与导向零件在模具中有定位作用,两者之间配合使用。
相对导柱外径直线度,圆度及圆柱度等几何公差要求达到0.003毫米以内。使用高精度的圆筒磨床,提高导柱的外径精度,更好符合高精度模具使用;②高耐久性。滑动与导向零件是模具使用最频繁的部分之一,这就对产品本身的使用耐久性有很高的要求,现产品使用材料为轴承钢加上表面高周波设备,高周波深度单边有3毫米左右加大导柱套的耐久性,对于刚性导柱套加滚珠来减小磨损,加大耐久性;③规格齐全。可以加工所有标准或非标准定制,并且配合导套可以使用铜合金加石墨等。
生产工艺流程:

滑动与导向零件生产工艺流程图
(5)斜楔机构
斜楔机构:斜楔机构包含滑座、滑动块、驱动块、自润滑导板、强制限位块等部件,产品样品图如下:

斜楔机构样品图
产品特性:
斜楔机构在汽车模具中实现侧向冲切的作用,组合件主体采用铸件可以减少成本,铸件好的塑形可以达到减震效果,满足使用要求;斜楔机构为滑动组件,在使用中需保证有更好的滑动性,故滑动接触面都为铜镶石墨,并保证石墨接触面积达到80%左右,以保证最佳的滑动性。
生产工艺流程:

斜楔机构生产工艺流程图
主要生产工艺说明:
铣削加工:数控铣削加工分粗铣削和精铣削加工,目的为精加工去材料余量,粗加工去余量一般都在热处理前完成。
热处理:工艺目的在于让金属材料的组织趋向稳定合理并提高硬度,保证其耐磨性与韧性等,通过真空炉或者箱式炉对模具钢工件进行热处理加工。
成型研磨:成型研磨一般为热处理后的精加工,研磨有外径研磨,内径研磨,成型研磨等,模具零部件通过各种方式研磨来达成形状、尺寸精度控制,及保证公差、粗糙度等要求。
成型铣削:成型铣削一般为热处理后的精铣削加工,目的主要为精加工尺寸到位。
资料来源:互联网、观研天下整理、转载请注明出处。
更多好文每日分享,欢迎关注公众号

【版权提示】观研报告网倡导尊重与保护知识产权。未经许可,任何人不得复制、转载、或以其他方式使用本网站的内容。如发现本站文章存在版权问题,烦请提供版权疑问、身份证明、版权证明、联系方式等发邮件至kf@chinabaogao.com,我们将及时沟通与处理。