拷贝纸是一种生产难度相对较高的高级特种包装用纸。该产品的技术特性主要为:具有较高的物理强度,优良的均匀度及透明度,良好的表面性能——细腻、光滑、无泡泡纱,另外它还有良好的适印性。以前主要用于复写、打字、印刷等用途,现由于办公自动化程度的提高,办公用拷贝纸越来越少,现在主要用于中高级包装和装潢。
拷贝纸以前主要是1880纸机生产,车速慢,只有100m/min左右,成形网采用铜网,生产原料采用100%的漂白硫酸盐针叶木浆,这样生产的产品质量较好,但生产效率极其低下,国内极少厂家利用此机型生产拷贝纸。现在大多是采用2640拷贝纸生产线,车速250m/min左右,但是随着市场竞争越来越激烈,纸机的幅宽越来越宽,车速越来越快,在此基础上,仍想方设法降低拷贝纸的定量,以达到降低生产成本,提高吨纸使用面积,达到和用户双赢的目的,提高产品的竞争力。
一、产品技术指标
平板拷贝纸的切边应整齐、洁净。包装时纸张应整理整齐,且必须排气,避免鼓折。小包叠放必须垂直整齐,不允许有影响实用和美观的外观纸病,如折子、皱纹、残缺、裂口、砂子、洞眼、明显的毛布痕、鱼鳞斑、白线条、泡泡纱等。卷筒拷贝纸复卷端面整齐,洁净,不许有毛边现象;纸筒芯与切纸端面凹进或凸出不得超过 2mm,每卷纸的接头一等品应不超过3个,二等品不超过5个,且接头处应用胶带纸黏牢,并做出明显标记。根据市场要求,按照国家标准,拟定低定量拷贝纸的质量指标如表所示。
图表:低定量拷贝纸质量指标
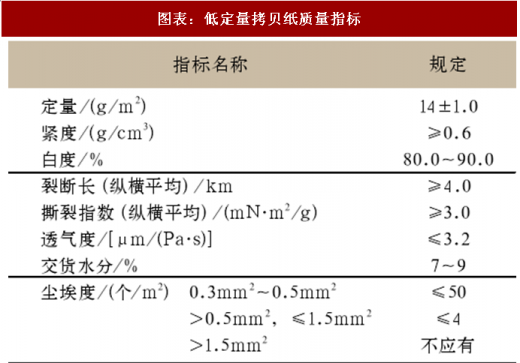
图表来源:公开资料整理
二、原料的选择
众所周知,针叶木浆强度好,纤维长,杂细胞少,半纤维素含量低,成纸伸缩率小,透明度高,但价格贵,打浆耗电大。而草类原料纤维细而短,杂细胞多,半纤维素含量较高,具有较强的吸附能力,有利于促进纤维之间的接触,有利于填充纤维间的空隙,提高成纸的匀度,从而有利于成纸强度。根据生产上可能、经济上合算、质量上可靠的原则,通过不断总结、分析、对比,确定原料配比为80%针叶木浆与20%竹、桉浆(或其他阔叶木浆),另外在浆料中加入适量的阳离子淀粉,以便于增强、助滤。
参考观研天下发布《2018年中国拷贝纸行业分析报告-市场运营态势与投资前景研究》
三、打浆工艺
由于生产低定量拷贝纸是以针叶木浆为主,针叶木浆具有纤维细长、强韧、打浆切断较难的特征。而短纤维则必须尽量使之分丝帚化而减少切断,产生良好的细纤维化,以提高强度和改善纸页的表面性能,宜采用轻刀慢打的疏解方式。针对不同的纤维特性,我们采用了分别打浆的方式。
分成两组串联打浆,第一组为了保证要一定的切断又要有一定的帚化,我们采用了回流的打浆方式,回流量控制在50%左右。第二组以帚化为主,防止浆温过高,有利于保证成浆质量。
针叶木半浆工艺:打浆浓度4.0%~5.0%,打浆度55~70°SR,湿重8.0~12.0g。
针叶木成浆工艺:打浆浓度4.0%~5.0%,打浆度90~93°SR,湿重5.0~6.0g。
方式二:短纤维浆→水力碎浆机→浆池→3台φ600 盘磨→浆池→2台φ600盘磨→浆池。
短纤维半浆工艺:打浆浓度4.5%~5.5%,打浆度30~40°SR,湿重1.5~2.0g。
短纤维成浆工艺:打浆浓度4.5%~5.5%,打浆度52~58°SR,湿重1.8~2.5g。
由于长、短纤维分开成浆、加上自动配浆装置,很方便纸机不同配比品种的改产,满足不同用户要求,达到纸机生产效能最大化。
四、抄纸工艺
(1)造纸机参数:设计车速600m/min,最大操作车速500m/min,网宽4150mm,卷纸宽3610mm,网部出口干度>12%,压榨出口干度32%~35%。横幅平均收缩率<8%。
(2)为确保横幅定量均匀,我们采用了电控稀释水型水力式流浆箱(飘片型),上网浓度0.22%~0.3%。
(3)胸辊摇振,振幅17mm,振次450次/min。
(4)长网网案长16m;面板材质:进口全陶瓷(氧化铝)。
(5)压榨部采用四辊三压区:真空一压区:工作线压50N/mm;真空二压区:工作线压80N/mm;三压区:工作线压120N/mm。
(6)烘干部采用单挂排列,压榨部到烘干部采用封闭式引纸。
生产低定量的拷贝纸,定量从17g/m2下降至14g/m2,车速从250m/min提高到450m/min,生产难度增大。对各工艺参数的把控要更加严格,务必保证设备的稳定运行,精心操作。
资料来源:公开资料,观研天下整理,转载请注明出处(ZQ)
更多好文每日分享,欢迎关注公众号

【版权提示】观研报告网倡导尊重与保护知识产权。未经许可,任何人不得复制、转载、或以其他方式使用本网站的内容。如发现本站文章存在版权问题,烦请提供版权疑问、身份证明、版权证明、联系方式等发邮件至kf@chinabaogao.com,我们将及时沟通与处理。








