三氯氢硅又称硅氯仿,分子式为SiHCl3,甲硅烷的三氯代物。为一种易流动的无色液体,密度1.34克/厘米;能溶于苯、氯仿和二硫化碳。
用于有机硅烷和烷基、芳基以及有机官能团氯硅烷的合成,是有机硅烷偶联剂中最基本的单体,也是生产半导体硅、单晶硅的原料,随着有机硅烷偶联剂工业的发展而出现供不应求,生产量越来越大。
三氯氢硅为一种易流动的无色液体,易挥发,易潮解,在空气中发生反应产生白烟并放出强烈的恶臭味,遇水分解,易溶于苯、醚、氯仿和二硫化碳等有机溶剂。熔点为-126.5℃,沸点为31.8℃,闪点为-13.9℃。属一级遇湿易燃易爆物品,自燃温度为185℃,在空气密度为1时,蒸汽相对密度为4.7,在空气中爆炸极限为1.2~90.5%(体积分数)。遇水反应产生氯化氢气体;它与氧化剂发生强烈反应,遇明火、高热时发生燃烧或爆炸。其火灾危险性属甲B类。
参考观研天下发布《2017-2022年中国三氯氢硅市场竞争调研及十三五发展态势预测报告》
三氯氢硅生产主要有3个工序:三氯氢硅合成、三氯氢硅精馏、尾气处理。
1、三氯氢硅合成生产工艺
硅粉用人工加入硅粉干燥器,用蒸汽加热至一定的温度,然后利用氮气和位差压入硅粉计量罐,最后由硅粉给料机送入三氯氢硅沸腾炉,与通入的氯化氢气体在一定的温度下反应;生成的气体经重力沉降器、布袋过滤器、高沸物去除器、2级冷凝器后得到粗品三氯氢硅;粗品三氯氢硅经计量槽放入氯化料储槽。
此工艺在实际生产过程中出现了以下7种情况:硅粉加入管道容易堵塞,经常需人工敲打,增加工人劳动强度,而且容易造成炉内压力不稳定,影响三氯氢硅合成收率;硅粉给料机密封不好,造成沸腾炉炉顶气外漏,存在极大的安全隐患;氯化氢气体含水量高,缩短设备使用寿命,检修频繁,装置达不到设计能力;经2级冷凝器冷凝下来的粗品量少,系统尾气量大,尾气吸收池内的水解物过多;冷却水量不容易控制,特别是刚开车时容易造成停炉;水冷器容易堵塞,生产装置的连续生产无保障;系统压力不稳定,导致氯化氢进炉量不稳定,容易造成停炉。
2、三氯氢硅精馏工艺流程
粗品储罐内的三氯氢硅用泵经转子流量计计量进入精馏塔塔釜;用蒸汽调节阀控制釜内温度;三氯氢硅气体自塔顶流出,经过塔顶冷凝器冷凝后,一部分进入产品计量槽,分析合格后进入成品贮罐,另一部分回流至塔顶;四氯化硅积存于精馏塔塔底,通过计量调节阀送入四氯化硅储槽。
技改前的三氯氢硅生产工艺流程图
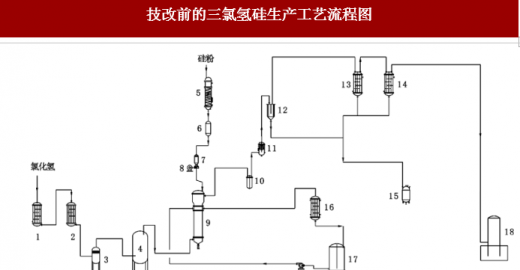
(1)第1级冷却器;
(2)第2级冷却器;
(3)氯化氢捕集器;
(4)氯化氢缓冲罐;
(5)硅粉干燥器;
(6)硅粉料仓;
(7)硅粉计量罐;
(8)硅粉给料机;
(9)沸腾炉;
(10)重力沉降器;
(11)布袋过滤器;
(12)高沸物去除器;
(13)水冷器;
(14)深冷器;
(15)氯化料计量罐;
(16)温水冷却器;
(17)温水储槽;
(18)尾气吸收塔
资料来源:公开资料整理
三氯氢硅精馏工艺流程图
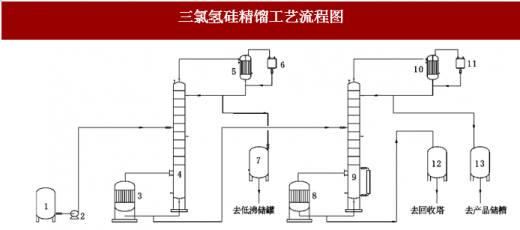
(2)氯化料进料泵;
(3)1塔再沸器;
(4)1精馏塔;
(5)1塔塔顶冷凝器;
(6)1塔塔顶冷凝器缓冲罐;
(7)低沸物计量罐;
(8)2塔再沸器;
(9)2精馏塔;
(10)2塔塔顶冷凝器;
(11)2塔塔顶冷凝器缓冲罐;
(12)高沸物计量罐;
(13)产品计量罐
资料来源:公开资料整理
此工艺的操作要点是塔顶和塔釜的温度、进出料量和回流比。塔顶和塔釜的温度一旦控制不好,产品纯度必将受影响,导致不合格产品的产生;稳定的进出料量是精馏操作稳定的充分必要条件;回流比关系着产品质量和能耗的大小。
3、尾气处理
尾气的主要成分为三氯氢硅、氯化氢和氢气。原工艺对尾气的处理方法主要是经水洗塔水解,生成不溶于水的二氧化硅和盐酸。这种处理方法不但浪费三氯氢硅,提高了三氯氢硅的生产成本,管道容易堵塞,而且对水解物的清理增大了工人的劳动强度,对酸性水的处理增加了污水处理费用。
今后的改造方向
(1)沸腾炉用温水冷却改为用导热油冷却,进一步稳定沸腾炉的反应温度,延长设备使用寿命,同时利用导热油的热量加热硅粉和预热进炉的氯化氢,副产的低压蒸汽供三氯氢硅精馏使用,从而进一步降低汽耗,提高三氯氢硅合成收率。
(2)改进硅粉干燥系统,提高硅粉干燥温度,由现在的100e提高到200e左右,进一步减少硅粉中的水含量,进一步提高三氯氢硅的收率。
(3)尾气系统增加增压冷凝和变压吸附设施,进一步回收尾气中的三氯氢硅,同时对尾气中的氯化氢和氢气进行二次利用,既解决/三废问题,又大大降低三氯氢硅的生产成本。
资料来源:观研天下整理,转载请注明出处(FSW)
更多好文每日分享,欢迎关注公众号

【版权提示】观研报告网倡导尊重与保护知识产权。未经许可,任何人不得复制、转载、或以其他方式使用本网站的内容。如发现本站文章存在版权问题,烦请提供版权疑问、身份证明、版权证明、联系方式等发邮件至kf@chinabaogao.com,我们将及时沟通与处理。






