1、家电模具零部件
家电模具零部件代表产品包括翅片模冲孔翻边组件、精密导柱套等,翅片模冲孔翻边组件工艺流程介绍如下:
翅片模冲孔翻边组件组装于翅片模,用于生产空调散熱片,由于材料为0.08~0.10mm厚度的铝合金片,故凸凹模精密度要求极高,冲头与凹模精度须达2微米,与表面粗细度须达镜面条件。产品如下图:

产品特性:
材料均采用瑞典ASP30或日本HAP40粉末高速钢;并通过特殊热处理工艺后+深冷处理,使用寿命可大幅提升。
冲孔翻边凸凹模组件精度为0.002毫米,圆度和同轴度为ф0.003毫米,表面粗糙度可以达到Ra0.05微米的要求。
生产工艺流程:
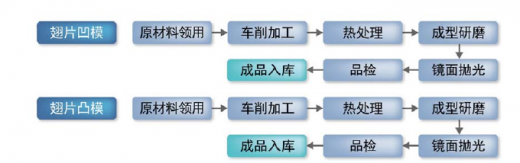
翅片模冲孔翻边组件工艺流程图
主要生产工艺流程说明:
镜面抛光:利用柔性抛光工具和磨料颗粒或其他抛光介质对工件表面进行修饰加工,从而达到粗糙度Ra0.01微米的镜面光泽的效果。
2、自动化设备零部件
自动化设备零部件系列主要产品为客户定制件,按照客户需求设计和定制非标产品为主,代表产品主要有工装/夹具零件、检具零件等。
(1)工装
/夹具零件工装/夹具零件的工艺流程介绍如下:
产品特性:
根据客户需求和加工工艺的不同,产品主要有圆形零件、方形零件、自动绕线机线圈架等。

自动化设备零部件外观图
参考观研天下发布《2018-2023年中国家电行业市场发展动向调查与未来发展方向研究报告》
产品性能:
①为了防止产品锈蚀,产品原料主要采用不锈钢,也可采用普通碳钢做Fe3O4表面处理,或采用镀铬、镀镍等方式进行表面处理。此外可根据需要,进行热处理。
②产品主要技术指标:精密孔位置精度达到
±0.005毫米,轴类零件同心度达到±0.005毫米。
生产工艺流程:
不同的产品生产工艺流程不同,主要代表产品的生产工艺流程具体如下。
1. 圆形零部件:

自动化设备零部件生产工艺流程图
2.自动绕线机线圈架

(2)检具零件
检具零件的工艺流程介绍如下:
产品特性:
根据客户需求和产品类型的不同,检具产品主要为单特征检测产品零件(塞规,PIN规,块规),多特征或者形状位置的检测(成型检具)。部分非标客户定制检具零件样品图如下:

检具零件外观图
产品性能:
①为了防止产品锈蚀,产品原料主要采用不锈钢,也可采用普通碳钢做Fe3O4表面处理,或采用镀铬、镀镍等方式进行表面处理。此外可根据需要,进行热处理。
②产品主要技术指标:精密定位销精度达到
±0.002毫米,孔的圆柱度精度0.005毫米。
生产工艺流程:
不同的检具零件生产工艺流程不同,主要代表产品的生产工艺流程具体如下:

检具零件生产工艺流程图
家电模具零部件代表产品包括翅片模冲孔翻边组件、精密导柱套等,翅片模冲孔翻边组件工艺流程介绍如下:
翅片模冲孔翻边组件组装于翅片模,用于生产空调散熱片,由于材料为0.08~0.10mm厚度的铝合金片,故凸凹模精密度要求极高,冲头与凹模精度须达2微米,与表面粗细度须达镜面条件。产品如下图:

产品特性:
材料均采用瑞典ASP30或日本HAP40粉末高速钢;并通过特殊热处理工艺后+深冷处理,使用寿命可大幅提升。
冲孔翻边凸凹模组件精度为0.002毫米,圆度和同轴度为ф0.003毫米,表面粗糙度可以达到Ra0.05微米的要求。
生产工艺流程:

翅片模冲孔翻边组件工艺流程图
主要生产工艺流程说明:
镜面抛光:利用柔性抛光工具和磨料颗粒或其他抛光介质对工件表面进行修饰加工,从而达到粗糙度Ra0.01微米的镜面光泽的效果。
2、自动化设备零部件
自动化设备零部件系列主要产品为客户定制件,按照客户需求设计和定制非标产品为主,代表产品主要有工装/夹具零件、检具零件等。
(1)工装
/夹具零件工装/夹具零件的工艺流程介绍如下:
产品特性:
根据客户需求和加工工艺的不同,产品主要有圆形零件、方形零件、自动绕线机线圈架等。

自动化设备零部件外观图
参考观研天下发布《2018-2023年中国家电行业市场发展动向调查与未来发展方向研究报告》
产品性能:
①为了防止产品锈蚀,产品原料主要采用不锈钢,也可采用普通碳钢做Fe3O4表面处理,或采用镀铬、镀镍等方式进行表面处理。此外可根据需要,进行热处理。
②产品主要技术指标:精密孔位置精度达到
±0.005毫米,轴类零件同心度达到±0.005毫米。
生产工艺流程:
不同的产品生产工艺流程不同,主要代表产品的生产工艺流程具体如下。
1. 圆形零部件:

自动化设备零部件生产工艺流程图
2.自动绕线机线圈架

(2)检具零件
检具零件的工艺流程介绍如下:
产品特性:
根据客户需求和产品类型的不同,检具产品主要为单特征检测产品零件(塞规,PIN规,块规),多特征或者形状位置的检测(成型检具)。部分非标客户定制检具零件样品图如下:

检具零件外观图
产品性能:
①为了防止产品锈蚀,产品原料主要采用不锈钢,也可采用普通碳钢做Fe3O4表面处理,或采用镀铬、镀镍等方式进行表面处理。此外可根据需要,进行热处理。
②产品主要技术指标:精密定位销精度达到
±0.002毫米,孔的圆柱度精度0.005毫米。
生产工艺流程:
不同的检具零件生产工艺流程不同,主要代表产品的生产工艺流程具体如下:

检具零件生产工艺流程图
资料来源:互联网、观研天下整理、转载请注明出处。
更多好文每日分享,欢迎关注公众号

【版权提示】观研报告网倡导尊重与保护知识产权。未经许可,任何人不得复制、转载、或以其他方式使用本网站的内容。如发现本站文章存在版权问题,烦请提供版权疑问、身份证明、版权证明、联系方式等发邮件至kf@chinabaogao.com,我们将及时沟通与处理。








